|
|
Before fitting a bearing to a shaft, confirm the shaft size is correct h7. i.e. shaft = zero and minus. |
Inner race halves are matched numbered. Ensure the matching numbers are fitted together |
|
|
Lightly oil the shaft prior to fitting the inner race |
|
|
|
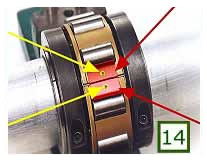
When fitting the inner race, there will always be a gap between inner race halves |
Ensuring inner race gaps are approximately equal. The butt faces of the inner race halves should never be in contact with each other. |
|
|
Place clamping ring joints at 90º to inner race joints |
Tighten torque of inner race cap head screws is as per fitting instruction included with every bearing |
|
|
|
Note to split cage, insert flat screwdriver between clip end and roller and lift metal flap |
|
|
Note that the cage halves are also numbered. Cage clip closed. Note when the cage is joined the pins are in the holes provided. |
|
|
|
Note the pins are correctly positioned in the clips |
Prior to fitting the cage, the inner race should be greased to the height of the clamping rings. |
|
|